Lyceum 2021 | Together Towards Tomorrow
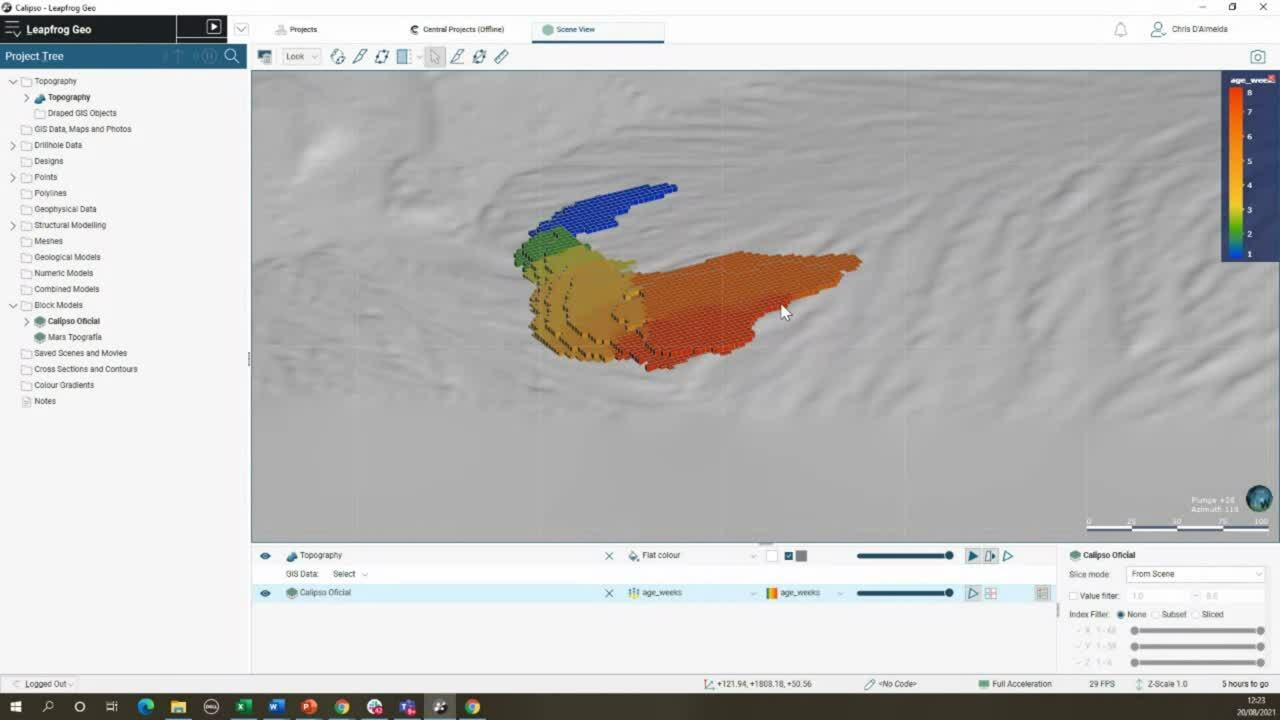
Susan’s presentation focuses on how to break silos between data and disciplines, and use geospatial visualisation to promote transparency of material properties in real-time, both on-site and remotely.
Discover how to take a whole-system approach to the mine value chain and bring decision-making into focus with proactive and dynamic influence characteristics. Find out how the IntelliSense.io Stockpile Management application can deliver value to your operations and increase production.
Overview
Speakers
Susan Kennedy
Global Field Engineering Lead, IntelliSense.io
Duration
30 min