
Serie de Webinars | Minerales Críticos – Episodio 2: Litio
En este webinar hablamos sobre aplicaciones de modelamiento para en exploración de Litio, planificación de sondajes para producción y visualización ...

Answer Hour: Nuevas funciones de GeoStudio
GeoStudio 2024.1 continúa desarrollando la solución de análisis geotécnico de Seequent, con la incorporación de muchas nuevas funciones en SLOPE3D ...

Estimaciones de recursos listos: trucos que quizás no conozca
Leapfrog Edge es un módulo que amplía el flujo de trabajo dinámico de Leapfrog, ya que ofrece herramientas integradas para ...

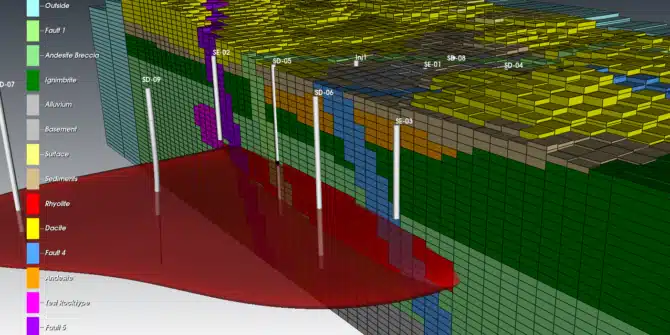
Modelado geofísico-geológico 3D: Flujo de trabajo para la exploración de cuencas sedimentarias
En este webinar presentamos el flujo de trabajo para el modelado geofísico-geológico utilizando las soluciones Leapfrog Energy, Oasis Montaj (GM-SYS) ...

Maestría en voladura: flujos de trabajo de Leapfrog para el mapeo de barrenos de voladura
En este seminario web, mostraremos los flujos de trabajo de Leapfrog Geo que pueden ayudar a los geólogos de producción ...
La energía geotérmica promete mucho, pero puede mantener esa promesa bien oculta. Existe una manera de dibujar una imagen más clara
¿Puede una solución integral resolver todos los problemas de los proyectos geotérmicos y eliminar la complejidad que, a veces, los ...

Serie sobre Minerales Críticos – Episodio 1: Cobre
En el primer webinar de esta serie, damos una breve introducción al tema de los "Minerales Críticos" y luego nos ...
GeoStudio 2024.1 – Novedades
GeoStudio 2024.1 sigue desarrollándose a partir de la solución de análisis geotécnico de Seequent: agrega nuevas características para abordar problemas ...